



















MAGAZZINO VERTICALE
Il MAGAZZINO VERTICALE è un magazzino automatico a vassoi chiuso,
per la gestione di tutti i componenti e della minuteria in finitura.
Permette di organizzare, gestire e proteggere gli articoli da polvere,
luce e movimenti accidentali e consente un rapido prelievo
e un monitoraggio costante delle scorte.
Al suo fianco, un MAGAZZINO MINILOAD a doppia profondità
è in grado di ottimizzare lo stoccaggio e il prelievo di oltre 12.000 cassette di componenti.
Il magazzino è dotato di un macchinario traslo-elevatore
che consente di gestire oltre 200 prelievi l’ora e di un buffer
di carico/scarico che agevola anche il picking parziale.
Una volta prelevati e accorpati, i vari componenti giungono
poi alle celle produttive per l’assemblaggio.

AVG
Un sistema di AGV, acronimo di Automated Guided Vehicle,
trasporta direttamente i prodotti finiti al reparto di spedizioni.
Si tratta di robot dotati di sensori e telecamere,
in grado di riconoscere ostacoli o persone
e di ottimizzare i percorsi in reparto.
Gli AGV caricano, trasportano e scaricano automaticamente
sul sorter i prodotti finiti secondo logiche di priorità,
urgenza e ottimizzazione del processo.

ASSEMBLAGGIO
Montaggio automatizzato
Il reparto assemblaggio è suddiviso in 12 differenti isole.
Le isole automatizzate sono dedicate alla produzione di grandi lotti.
Qui ogni prodotto viene assemblato e testato
con un sistema ad aria pressurizzata che permette
di rilevare anche le più piccole imperfezioni
micro perdite che potrebbero evolversi in difettosità
del prodotto durante il normale utilizzo.
Ogni isola è dotata di un suo specifico magazzino
che la rende totalmente auto-sufficiente e che viene approvvigionato
giornalmente sulla base delle commesse d'ordine e secondo logiche
finalizzate all'ottimizzazione delle movimentazioni di materiale.

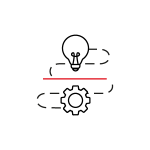
CENTRO RICERCA E SVILUPPO
Studio ed ingegnerizzazione
Il Centro Ricerca e Sviluppo dell'azienda è il luogo dove le idee,
provenienti da designer dalle richieste della reta vendita e del mercato, prendono vita.
Un team di progettisti esperti elabora ogni giorno soluzioni
innovative avvalendosi di strumentazioni d'avanguardia.
Ogni prodotto elaborato, prima di essere messo in
produzione viene realizzato in prototipazione 3D meccanica,
testato ad acqua su appositi banchi di simulazione
per comprenderne le criticità di funzionamento e quindi rielaborato.
Solo una volta superati i severi #QUALITY test,
viene messo in produzione e distribuito presso i rivenditori FIMA Carlo Frattini.

SORTER
Il reparto spedizioni è altamente automatizzato grazie
ad un SORTER con nastri e rulliere motorizzate che gestisce
le confezioni, riconoscendo gli articoli e destinandoli
dinamicamente all’ordine di appartenenza.
Il sistema smista e suddivide i pacchi fino al completamento
dell’ordine, avvertendo l’operatore quando la merce
è pronta per essere spedita al cliente finale.

TORNITURA
Barre ottone con tornio a controllo numerico
Il reparto torneria ospita 8 centri multi-asse a controllo numerico
in grado di eseguire lavorazioni su barra in ottone
in varie sezioni con estrema precisione ed alta efficienza.
I trucioli generati vengono anche qui raccolti dall'innovativo sistema
di aspirazione e sono soggetti ad una ripartizione
degli stessi in base alla tipologia di ottone utilizzato.
Qui vengono prodotti tutti i componenti in ottone dei prodotti FIMA Carlo Frattini
in modo di garantire al cliente finale un completo controllo sulla produzione
e una totale assenza di sprechi dato il riutilizzo del 100 % degli scarti di lavorazione.

TORNITURA
Pezzi stampati e fusi
Nel reparto transfer e pluri-mandrino vengono torniti,
forati e filettati tutti i corpi e le componenti fuse o stampate.
Tutta la produzione avviene in modo automatizzato con robot di carico
a visore ottico e sotto il continuo controllo dei sistemi informatici integrati.
Gli scarti di lavorazione vengono raccolti tramite un sistema di aspirazione a fasi
che permette un recupero immediato di tutti i trucioli di ottone
con utilizzo di energia ridotto rispetto ai sistemi di raccolta a nastro.
I trucioli, dopo alcuni trattamenti di lavaggio, vengono quindi raccolti
all'interno di appositi silos esterni e sono pronti per essere
trasformati nuovamente in barra o panetto nel pieno rispetto dell'ambiente
e secondo la filosofia #GREEN dell'azienda.

LUCIDATURA
Sistemi di lucidatura metalli
Nel reparto lucidatura, macchine automatiche smerigliano,
ravvivano e lucidano ogni singolo pezzo per ottenere
una superficie brillante e priva di graffi.
Un efficiente impianto di aspirazione centralizzato garantisce
un ambiente pulito e privo di polveri e la raccolta dei più piccoli scarti di ottone
permette un riciclo totale senza alcuno spreco.
I prodotti di particolare #design vengono invece affidati
e trattati manualmente, uno ad uno, da operatori esperti
al fine di garantire una qualità, lucentezza e dettagli senza confronto.

CROMATURA
Sistema automatizzato di bagno galvanico
Il reparto di cromatura è dotato di un impianto galvanico automatizzato
a 44 vasche in grado realizzare le inconfondibili finiture
cromo, cromo nero, nickel e oro di FIMA Carlo Frattini.
L'impianto, realizzato con le tecnologie più innovative,
è totalmente #green e ciò grazie all'utilizzo di cromo trivalente,
totalmente sicuro per la salute e per l'ambiente,
e grazie a scrupolosi programmi e trattamenti ecologici
a ciclo chiuso in grado di depurare con speciali resine le acque utilizzate.